
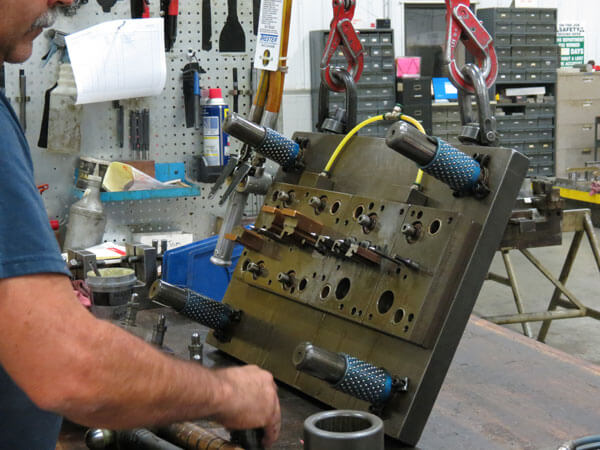
High Volume Metal Stamping
A crimping operation was added to the metal stamping process to lower costs for this product
A crimping operation was added to the metal stamping process to lower costs for this product
This metal part was having quality issues and its production costs were increasing. A new locking
This metal part was having quality issues and its production costs were increasing. A new locking

This metal part was having quality issues and its production costs were increasing. A new locking

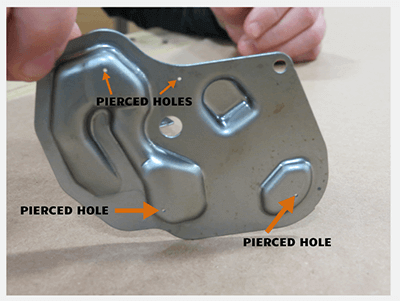
This ramp is manufactured on a progressive die that includes only ONE forming station to complete
This was leading to a decline in the precision and quality of work being performed. Concern
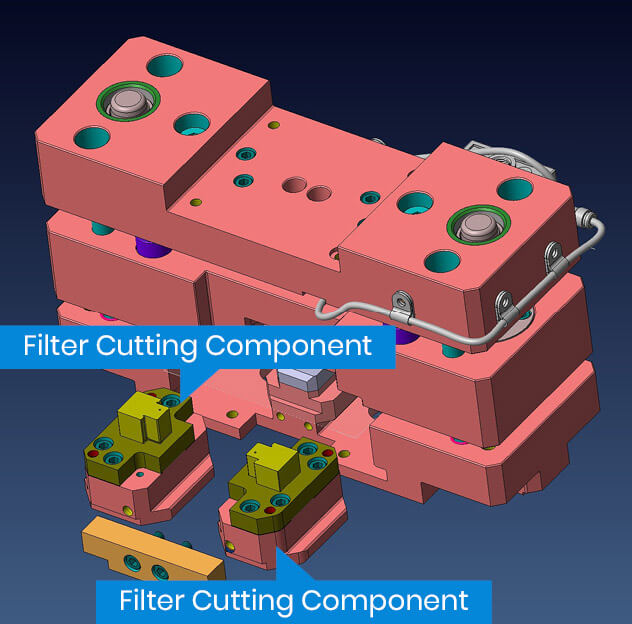
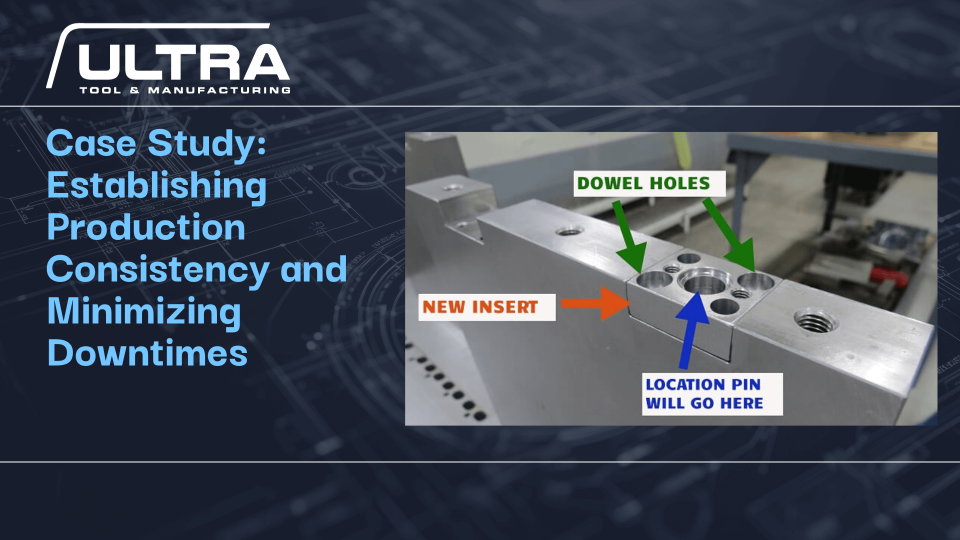
This project focused on improving the performance and quality of the cutting operation located in this

Providing high-quality and durable metal components for the manufacturer to customize assemblies as needed at their

Established a metal bending and metal cutting process to produce components for a fan assembly requiring

The total weight of this part and the positioning of its legs are critical to its

Improvements were needed to the welding process to maintain a high-quality and functional metal part. And

Collaborative discussions with the customer helped Ultra fully understand the functionality and features of the thrust