
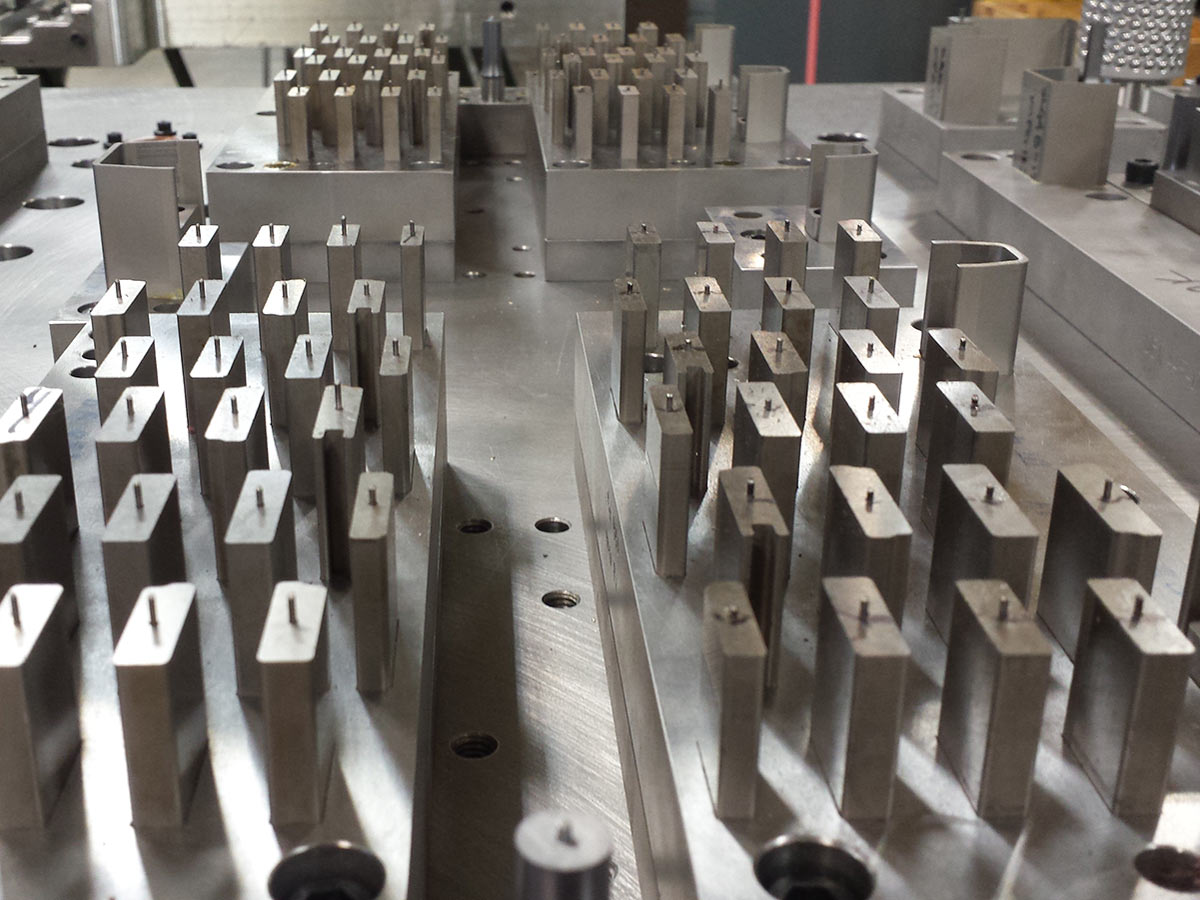


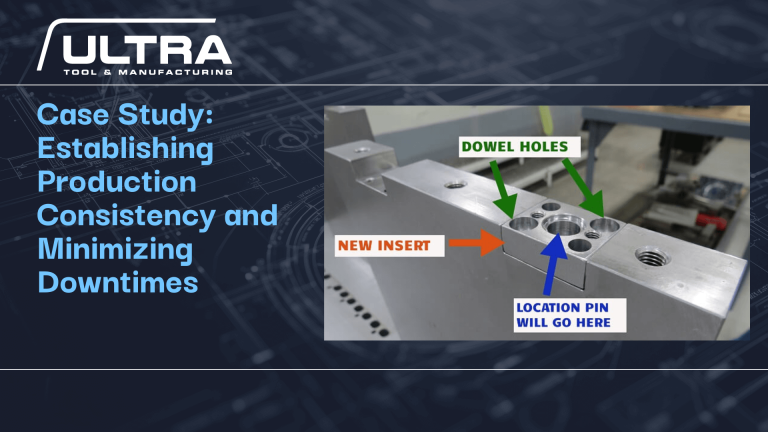
Establishing Production Consistency and Minimizing Downtimes
This metal part was having quality issues and its production
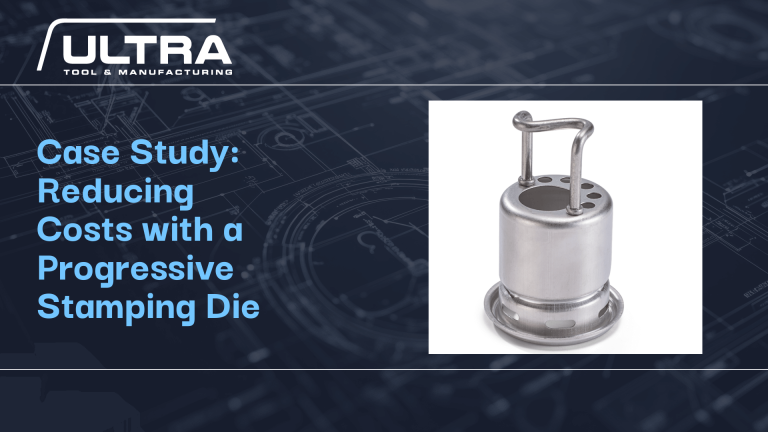
Reducing Costs with a Progressive Stamping Die
Production costs were increasing because a splash guard and (6)

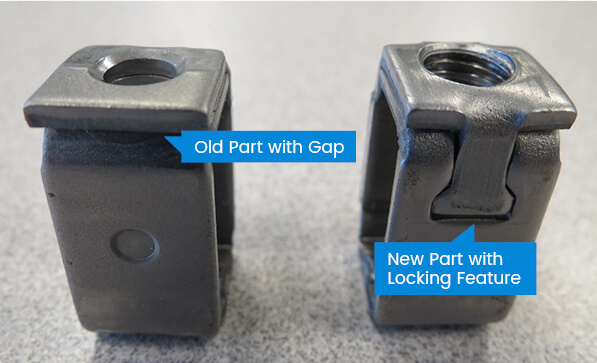
Streamlining Production and Improving Quality
This metal part was having quality issues and its production