Customer
Part
Manufacturing Issues
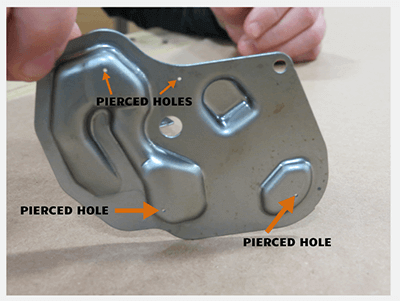
Unable to produce the quantities needed of this customized part, with (6) bends and (8) holes, and meet the cost requirements.
Customer’s Goals
- Select an all-inclusive supplier to establish a manufacturing process that will produce the part to its design print at an acceptable cost level.
- Meet the requested quantities needed for final assembly at their manufacturing facility.
Manufacturing Process
This bracket could be formed with standard tooling in our Durma CNC Press Brake, but that brought up numerous issues: an increase in costs and production times as well as a decrease in precision and consistency.
Ultra recommended utilizing the capabilities of our in-house Tool and Die Department. They custom designed and built THREE different tools to use in the press brake during the forming process. Each of these tools performs two bends at a time so that the bracket proceeds through only three stations to be completed versus six stations if using the standard tools. This customized tooling established an efficient manufacturing system with a significant increase in the production rate – moving from 31 parts per hour to 93 parts per hour. This process was much like a multi-station progressive stamping die which was a cost the customer wasn’t willing to incur for this lower-volume part.
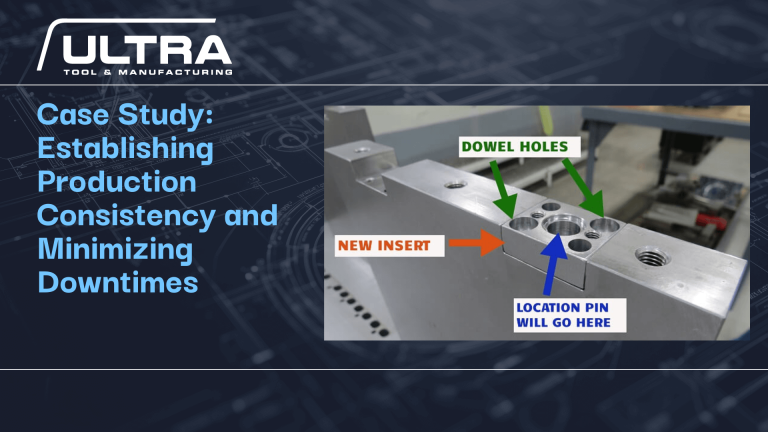
The production of the headlight bracket is completed in Ultra’s Value-Added Department. Eight pieces of hardware are inserted with the Pemserter and through manual operations. This work includes push out tests and final inspections to guarantee delivery of defect-free metal brackets. As seen in the image to the right, an inspection is being performed with a customized fixture that is built to replicate the bracket’s exact positioning on the final product.

Customer Outcome
Ultra’s use of customized tooling in the press brake TRIPLED the production output of this bracket. Production with the standardized press brake tooling would have been 31 parts per hour and with Ultra’s customized tooling the output was 93 parts per hours.
Ultra offers a complete and quality manufacturing process from design to delivery.