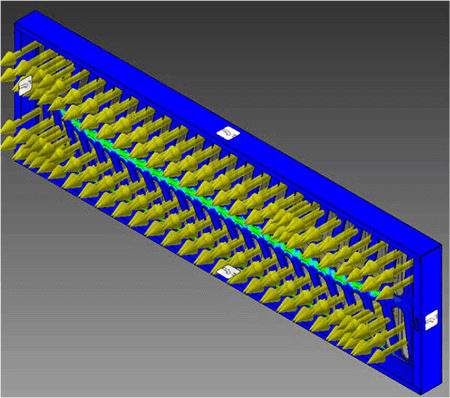
Testing Process
The customer designed "an island" between the rows of slots to establish better strength in the water tray. Ultra performed a stress test analysis utilizing FEA (Finite Element Analysis) simulation software. This identifies areas with high levels of stress so that we can reduce as needed. As shown in the image below, the green-colored area indicates the newly designed "island" contained high levels of stress and this was unacceptable.
A newly designed tray needed to reduce the centralized area of stress while maintaining the functionality of the water tray. Per the customer's request, this meant minimal changes to the overall form and dimensions of the tray as it needed to fit in the deaerator equipment.
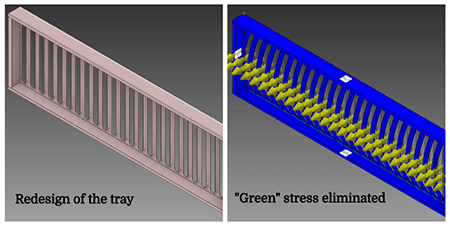
Ultra removed the designated "island" and added in troughs with strengthening ribs to keep their shape. A new stress test provided evidence that this design was feasible as shown in the image below.
Stretching the stainless steel to .400 of an inch without snapping or breaking off the troughs would be the most challenging aspect to attain during production. The stainless steel would need to be stretched with perfect timing and distributed equally throughout the forming process. The final manufacturing process was finalized during prototyping.
Prototyping Process
The final prototype determined for the troughs to form correctly the tray needed to be completely flat so that as much material as possible could be pulled. This was followed by the sides of the tray being formed up to match the new design print.

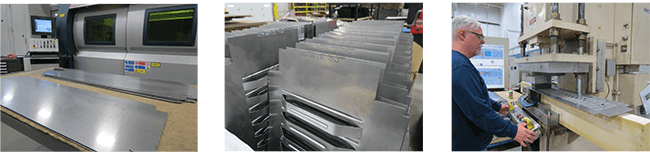
Manufacturing Process
Fabrication - Laser cut slits and overall form of the tray.
Tool & Die - Designed and built a stamping die for the hydraulic press.
Metal Stamping - Troughs and ribs are formed during this operation.
Press Brake - Sides of the tray are formed up utilizing eight bends in this final step.