Manufacturing Process
The four small pierced holes labeled in the image are smaller than the actual material thickness. This presents a problem because the continued force of the punch going through the material creates a higher probability of the punch breaking off or becoming off target. And three of these four holes are on non-flat surfaces which also makes the piercing operation more challenging.
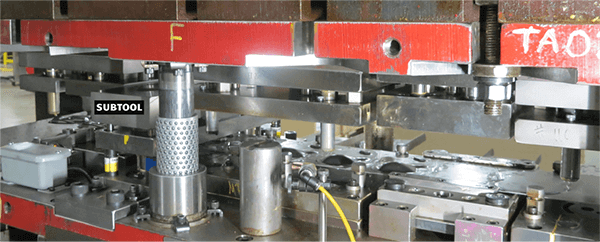
Design and build a subtool for this piercing operation in the progressive stamping die. This design presents two key benefits.
- The subtool in the stamping die keeps the piercing operation separate;
localizing the force of the punch to this specified area. Then the remaining
stations on the tooling die strip aren’t at risk of damage during
production. This also helps keep the entire die strip aligned in the correct
position from operation to operation during production. - This provides our Toolmakers the ability to efficiently remove the
subtool if needed to perform adjustments or repairs in Die Maintenance.
And the subtool can easily be placed back in the correct location on the
progressive stamping die.
After the piercing operation is completed, a bubble of material is created
and then formed to match the other designed features of the breather
cover.