Here is how this metal stamping process is completed

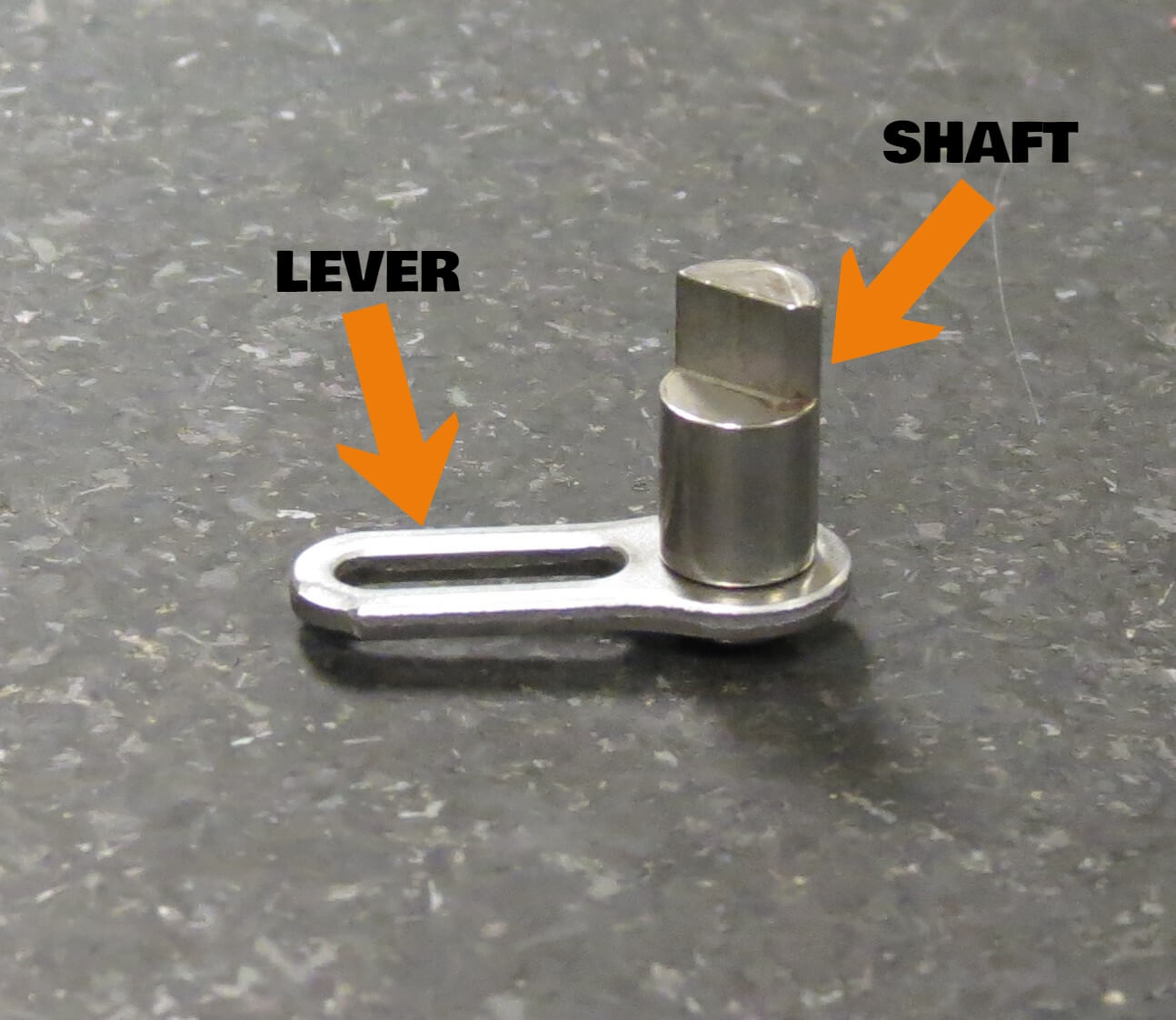
1. The lever piece is metal stamped in our 100-ton press.
2. Bowl feeders located on the stamping press align and feed the shaft components into the progressive stamping die for assembly.
The throughput for this production process is 3,400 parts per hour.
To verify that this decomp meets its specifications we adhere to strict quality inspections at the stamping press.
- Set-up: Measure four parts in a row
- First-piece inspection: Measure 10 parts in a row
- In-process: Measure four parts in a row every 30 minutes
- Perform regular push-out checks to assure that the decomp is securely swagged in place and will not fall apart during operation.
This manufacturing process also improved consistency, quality and precision to continuously deliver metal parts that meet design specifications. Our current production totals for the decomp is 650,400 in 2020.



