A Global Electrical Manufacturer required a metal part be stamped utilizing two different materials; galvanized steel and stainless steel. Obviously, these materials have their own distinct properties so they react differently when pressure is applied in the stamping press. One option is to design and build a progressive stamping die for the galvanized steel version of this metal part, and then do the same for the stainless steel model. It is hard to justify the design, build, labor, and material costs associated with this decision, as well as the time frame to accomplish all of that work.
Through collaboration with the customer, it was determined the most efficient way to produce the two different versions of this metal part was with a single progressive die. Ultra’s custom-designed tooling focuses on establishing high-quality, robust, and consistent production with innovative operations.
Our most experienced Die Designer, Ron, took on the challenge of designing this progressive stamping die. This involved creating a stamping die with manual adjustments that could easily be performed in the stamping press. This keeps production on schedule and avoids the timely practice of a complete die changeover.
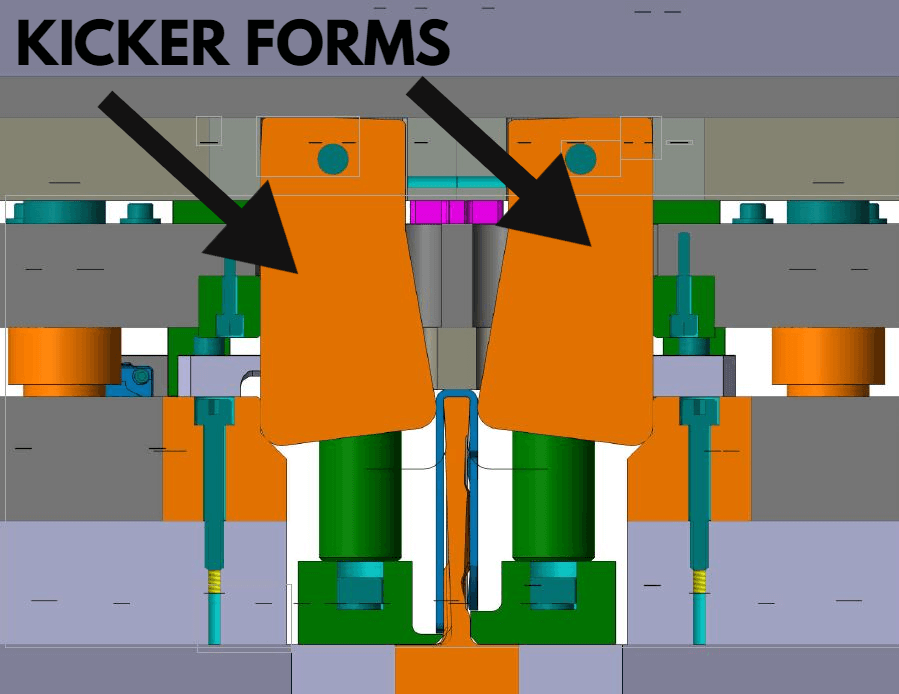
One of the key adjustments focused on modifying the push of the kicker forms, which bend the material to achieve a more challenging design feature on this metal part. For this adjustment to work, Ron applied his knowledge of spring back for galvanized steel and stainless steel to determine the extent the kicker forms needed to push. Any material naturally springs back after being forced down and this variability needs to be managed during metal stamping operations. When galvanized steel is forced down at a 90-degree angle, it will spring back 1-2 degrees. And when stainless steel is forced down at a 90-degree angle, it will spring back 4-7 degrees. This led to utilizing shims to help control the force of the push on the kicker forms. The shims can easily be set up and removed in the progressive die based on the material selection.