You need to have a plan for servicing damaged metal stamping dies and for replacing those that cannot be repaired. It takes significant time to choose a tooling supplier and you could be comprising your entire production process with a quick selection.
Ultra has designed and built multiple stamping dies for an Industrial Heating Manufacturer that has in-house metal stamping capabilities. Recently one of their stamping dies, at least 20 years old, and not built by Ultra was severely damaged and they called on our tooling services and expertise.
We performed a detailed inspection of the stamping die and concluded that it was damaged beyond repair. Of course, the customer needed to continue with production as soon as possible and minimize their downtime. Ultra delivered a new and improved stamping die a week ahead of the customer’s schedule.
The primary issue was the design print for this original metal stamping die was only available on paper; and not all the features were even dimensioned on it. So our Die Designer, Tim, utilized both the old stamping die as a resource and his experience to successfully transfer the design to a computerized 3D model.
We communicated to the customer that this was the perfect opportunity to also improve the overall quality and strength of their new metal stamping die. We designed and built two key features to protect the stamping die’s quality and prolong its production life. And within four days this new design was completed; then it was onto building the die components in the CNC machines and Wire EDM.
1. The biggest improvement was building a bigger clearance gap between the stripper and the punch holder. This will create shorter downtimes when there is a mishit and prevent major damages.
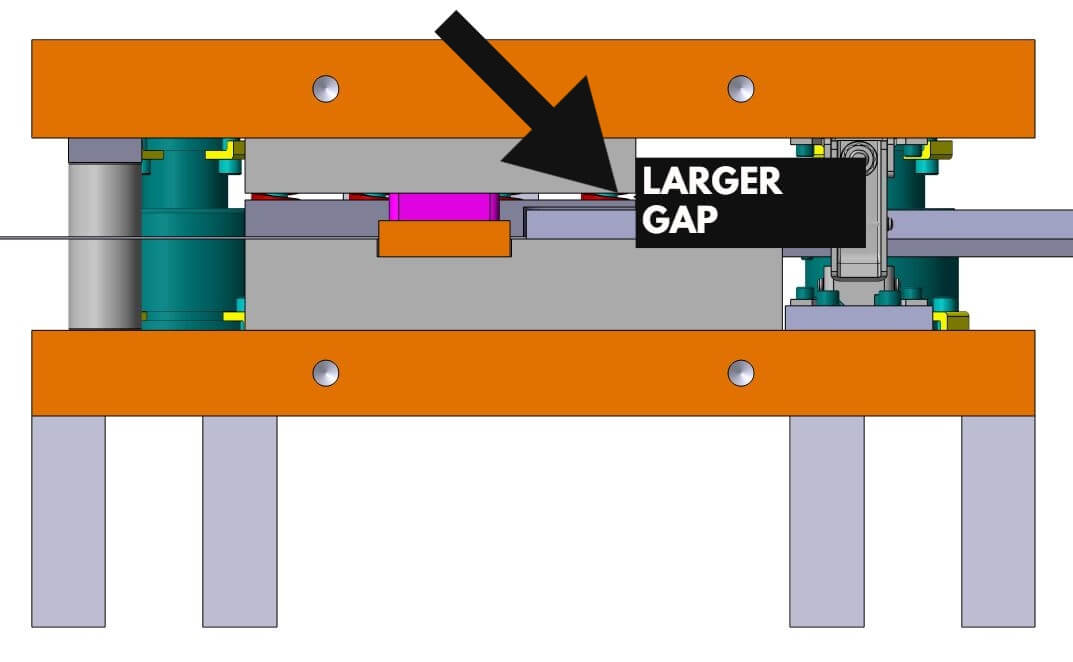
Note: The punch holder pierces the metal and the stripper holds the material in place during this operation. This allows the metal to form correctly because otherwise the material would go back up as the punch holder retracts.
Note: A bigger clearance gap does increase the length of time for a stamping operation to occur, but overall it provides better protection against mishits and other issues that can arise. It is minimizing the possible damages.
2. The other key feature we added will reduce service time when required and get the stamping die back in production sooner. Jack screws were installed with an insert for easier access and removal.
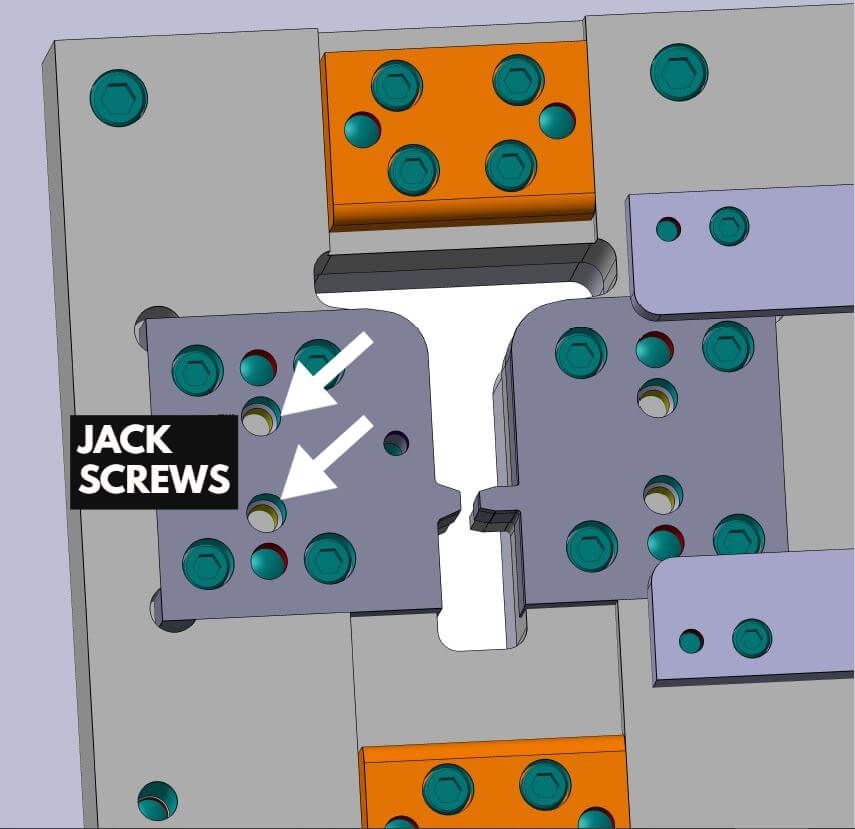
Note: Jack screws allow for a linear motion when removing die components and during reassembly. These screws will also provide a better fit for this new stamping die into a more state-of-the-art stamping press at their manufacturing facility.



