Production rates vary depending on the tonnage size of the stamping press.
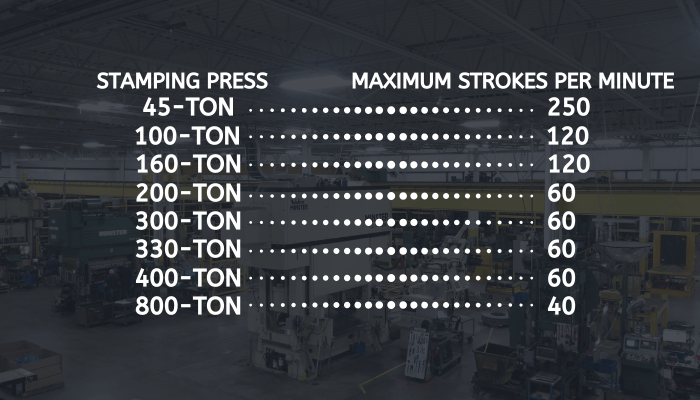
GUIDE LIFT HEIGHT and FEED LENGTH are also key factors in establishing production rates in the stamping press.
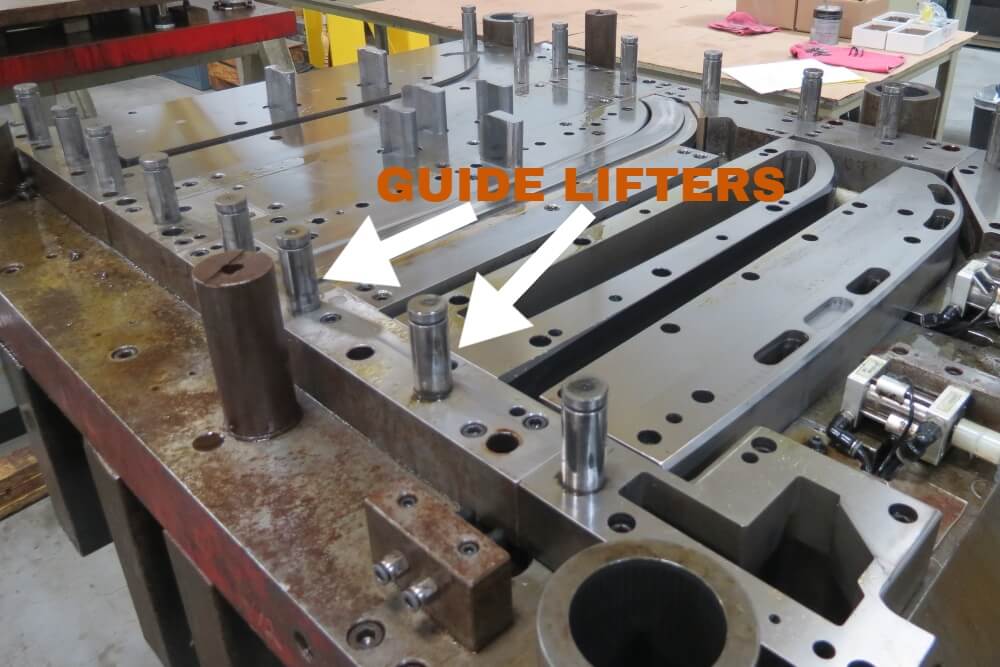
Guide lifters, identified in the image below, are a series of lifters that raise the die strip away from the die block so that it can move forward from station to station as the metal part is formed. An increased guide height slows down the stroke per minute. The extent of forming that needs to be done on the metal part determines the required height of the guide lifters.
The longer a feed length is the more time it takes to feed the material. To compensate, the press needs to run slower to allow the material to feed its programmed feed length. With a short feed length, the material feeds into location faster which allows you to run the press faster.
Metal coils have two different sides and understand why that is critical to your metal part.

All metal stampings have varying degrees of burrs on the metal stamped edges.
The deburring process removes these unwanted burrs. This process incurs extra costs and increases production time because it generally needs to be done by an outside supplier specializing in these operations. During deburring, vibratory tumbling media utilizes flattening stations to pound the burr to an acceptable level.
This blog highlights improvements made to a metal stamping operation with die modifications.



