Ultra currently produces various fuel filler cups for a motorcycle manufacturer. New SAE standards required changing the inside diameter of the inner threads. These threads hold the gas nozzle in place during fueling. SAE standards ensure parts are safe, consistent, compatible and effective.
Working with the customer we established four facets to focus on to complete a successful redesign: COST, TIME, QUALITY AND PART PERFORMANCE.

The redesigned fuel cups needed to be stamped without designing and building an entirely new die. The costs and increased timeline of that were unacceptable to the customer.
First, address the thread’s inner diameter changing.
- Evaluate material flow during stamping and optimize that material to avoid modifying the end strip layout.
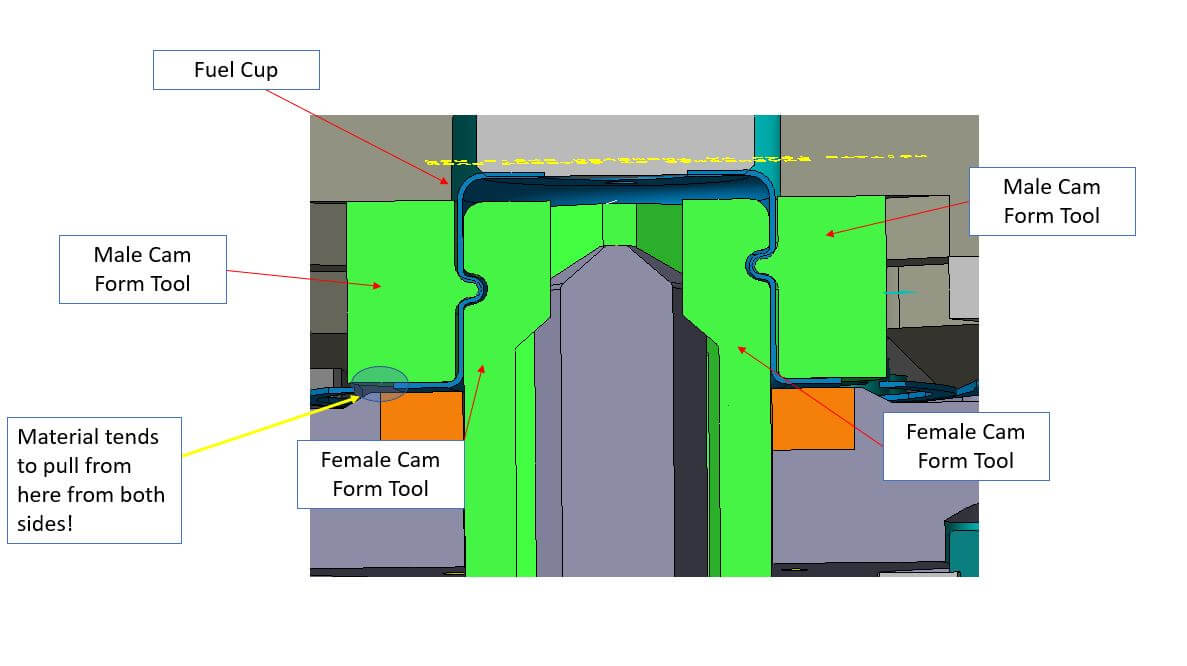
- Adjust the CAM stations in the progressive die which push the material in to form the threads.
Second, inspect the holes and lips of the cups because they NEED to hold their locations and diameters.
- Re-evaluate the material flow because at the same time the material is being pushed at the CAM stations it is also being pulled up from the lip area. This reduces the lip’s diameter which can’t change because it needs to precisely align with the fuel tank. The holes’ measurements need to remain constant for ventilation purposes during fueling.
- Re-adjust the CAM stations to meet the specifications of all required diameters and locations simultaneously.
This was a balancing act to get material to flow just right through the progressive die. Die adjustments were made in our Tooling Department followed by “practice runs” in the stamping press. This isn’t a process you can rush – quality and repeatability take time to develop successfully.
What does Ultra bring to the design table?
Tool builders and die designers with manufacturing backgrounds that understand a stamping press’s capabilities and constraints.
Estimators with toolmaker backgrounds provide comprehensive analysis from material selection to specified measurements.



