This adjuster plate is utilized in industrial operations and it needs to be “in spec” to operate correctly. A key feature of this plate’s design is its nine tapped holes. This makes it more challenging to establish a tapping operation that consistently delivers precision and repeatability.
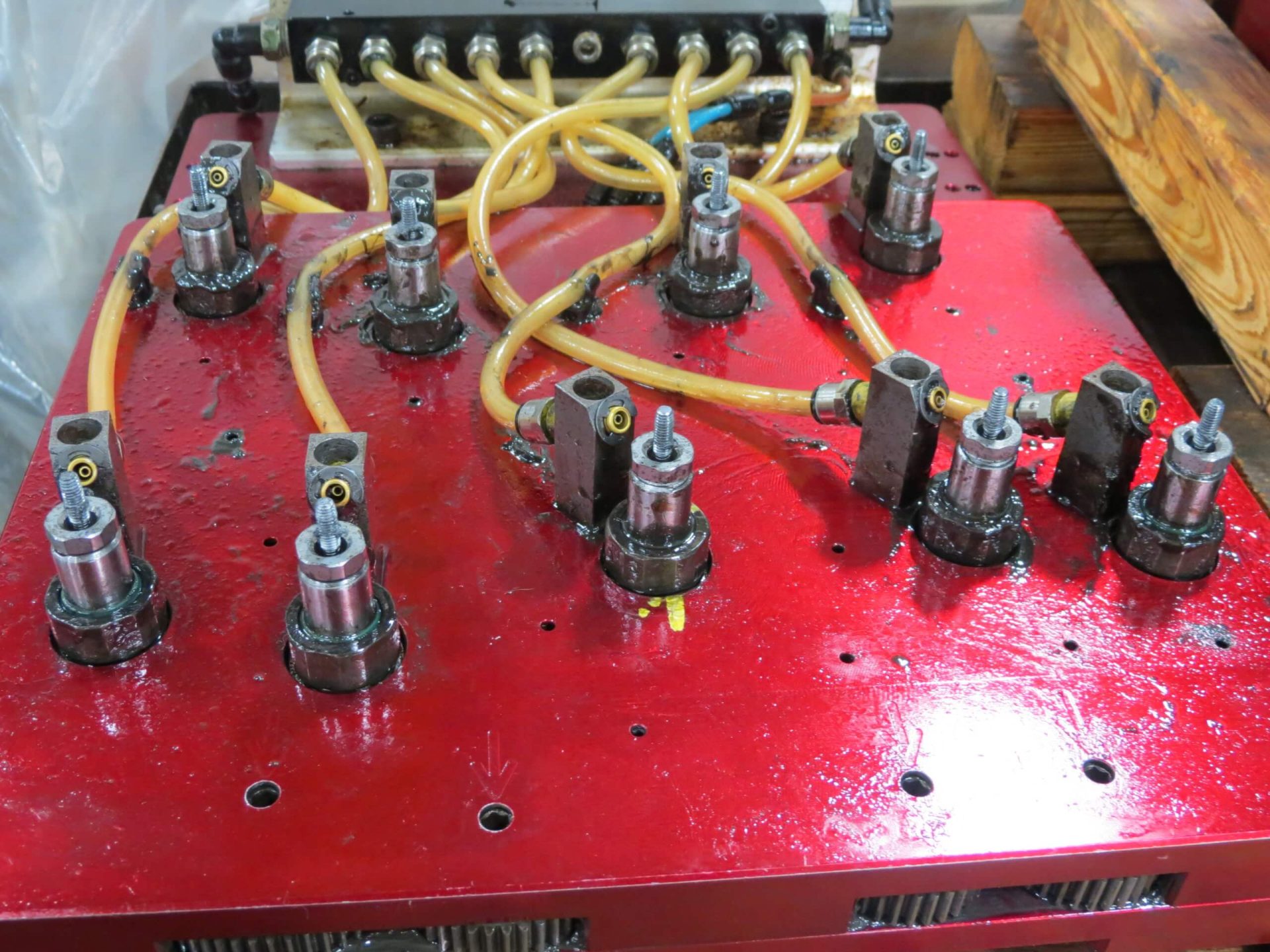
Ultra utilized the services of a pre-qualified supplier to design and build this specialized tapping operation. Multiple tubes carry lubricating oil to the nine individual tapping stations help maintain high-quality and high-performing operations. This tapping operation block is then strategically placed in an Ultra designed and built progressive stamping die. Moving the tapping operation to the stamping press eliminates secondary operations; saving the customer time and money. And more importantly, a progressive stamping die provides greater control and quality of the tapping.
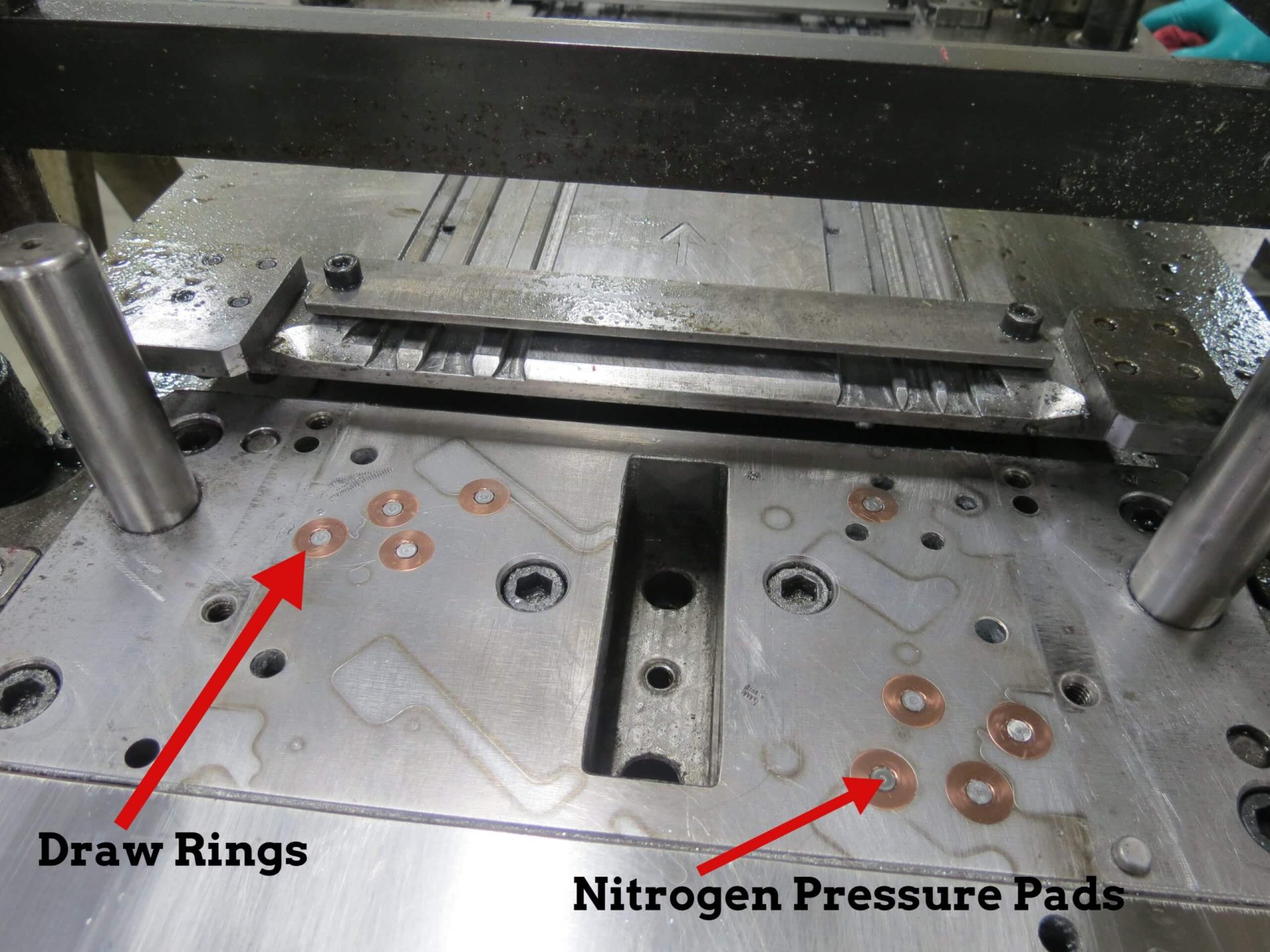
Our expert Toolmakers perform scheduled assessments and maintenance on this specialized tapping operation AND the entire stamping die to maintain the quality, precision, and repeatability. This requires our Toolmakers to fully understand the metal stamping process for this adjuster plate from the first station to die strip removal. For example, the piercing and extruding of the nine holes occur prior to the tapping operation and the Toolmakers diligently maintain the quality, precision, and repeatability of these stations in the progressive stamping die. This includes polishing the forms like the bronze draw rings identified in the image below that are key in extruding the holes. And checking the nitrogen pressure pads which help control the flow of forming and also push the material back out.