This customer came to Ultra with a two-piece aluminum frame requiring welded assembly and 21 inserted pem nuts. They were looking for a redesign and a new production process to solve their problems.
- Increasing production costs.
- Leakage was occurring because of the welded assembly.
- Hardware insertion was difficult and becoming a very time-consuming process.
- A challenge to correctly form the aluminum frame.
Redesign Process
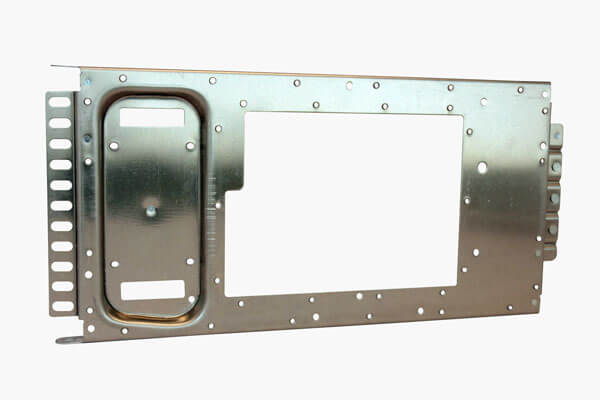
The original two-piece aluminum frame, 27″ long x 12″ wide, required welded assembly with the insertion of multiple pem nuts.
First, the redesign process began with a form analysis to establish the manufacturability of the proposed one-piece design. Then various grades of aluminum were tested to identify the specific aluminum that would be strong enough for the new design. This included shock and vibe tests on the different types of aluminum until the results met the customer’s standards. This prototyping process ensured the frame could meet its performance requirements in an industrial environment.
Second, our Die Design team designed a progressive stamping die to support
this new one-piece model. The prototyping continued as the Toolmakers built
the various die components. They utilized our fiber laser to cut different strip
configurations and fine-tune the die design to eliminate wrinkles.

Third, to improve the accuracy and productivity of the 21 pem nuts that needed
to be inserted we selected a mechanical stamping press. This equipment can
insert the required hardware including three different types in just one-set up.

Customer Outcome
- This redesign created a more efficient manufacturing process that lowered costs and improved the frame’s quality.
- Prototyping provided 100% confidence that the frame would function hassle-free.
- The customer then selected Ultra to redesign their even larger frame – 35” long x 17 wide” with a similar shape and hardware insertions.