Customer
Part
Manufacturing Issues
Current design has been in operation for decades and is no longer functioning at an optimal level.
Too much time and money is being utilized doing temporary modifications which are compromising the strength, durability and quality of this industrial part.
Customer’s Goals
- Select a supplier to test the strength and durability of a redesigned water tray that is continuously exposed to water, oxygen, and carbon dioxide.
- Utilize this same supplier to establish a quality, robust manufacturing process.
Testing Process
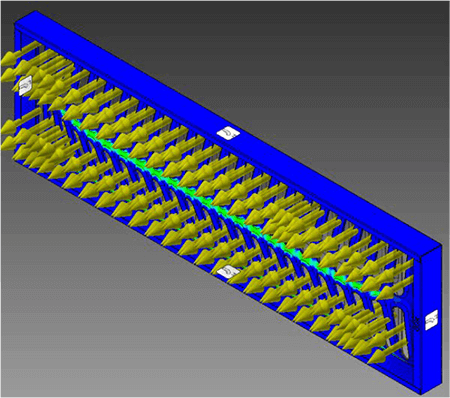
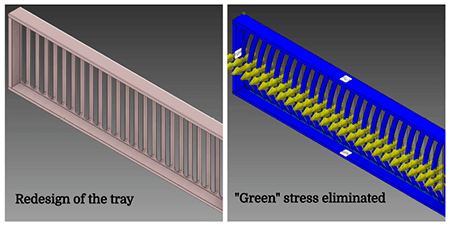
A newly designed tray needed to reduce the centralized area of stress while maintaining the functionality of the water tray. Per the customer’s request, this meant minimal changes to the overall form and dimensions of the tray as it needed to fit in the deaerator equipment.
Ultra removed the designated “island” and added in troughs with strengthening ribs to keep their shape. A new stress test provided evidence that this design was feasible as shown in the image below.
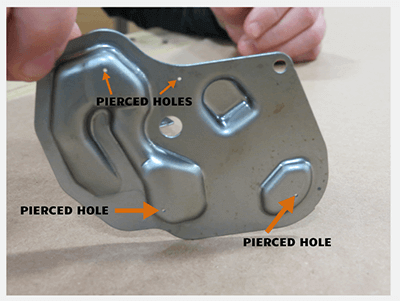
Prototyping Process
The final prototype determined for the troughs to form correctly the tray needed to be completely flat so that as much material as possible could be pulled. This was followed by the sides of the tray being formed up to match the new design print.

Manufacturing Process
Fabrication – Laser cut slits and overall form of the tray.
Tool & Die – Designed and built a stamping die for the hydraulic press.
Metal Stamping – Troughs and ribs are formed during this operation.
Press Brake – Sides of the tray are formed up utilizing eight bends in this final step.