Case Study: Delivering Cost-Savings for a Metal Stamped Part
Home > Case Studies > Delivering Cost-Savings for a Metal Stamped Part
Customer
Automotive Manufacturer
Part
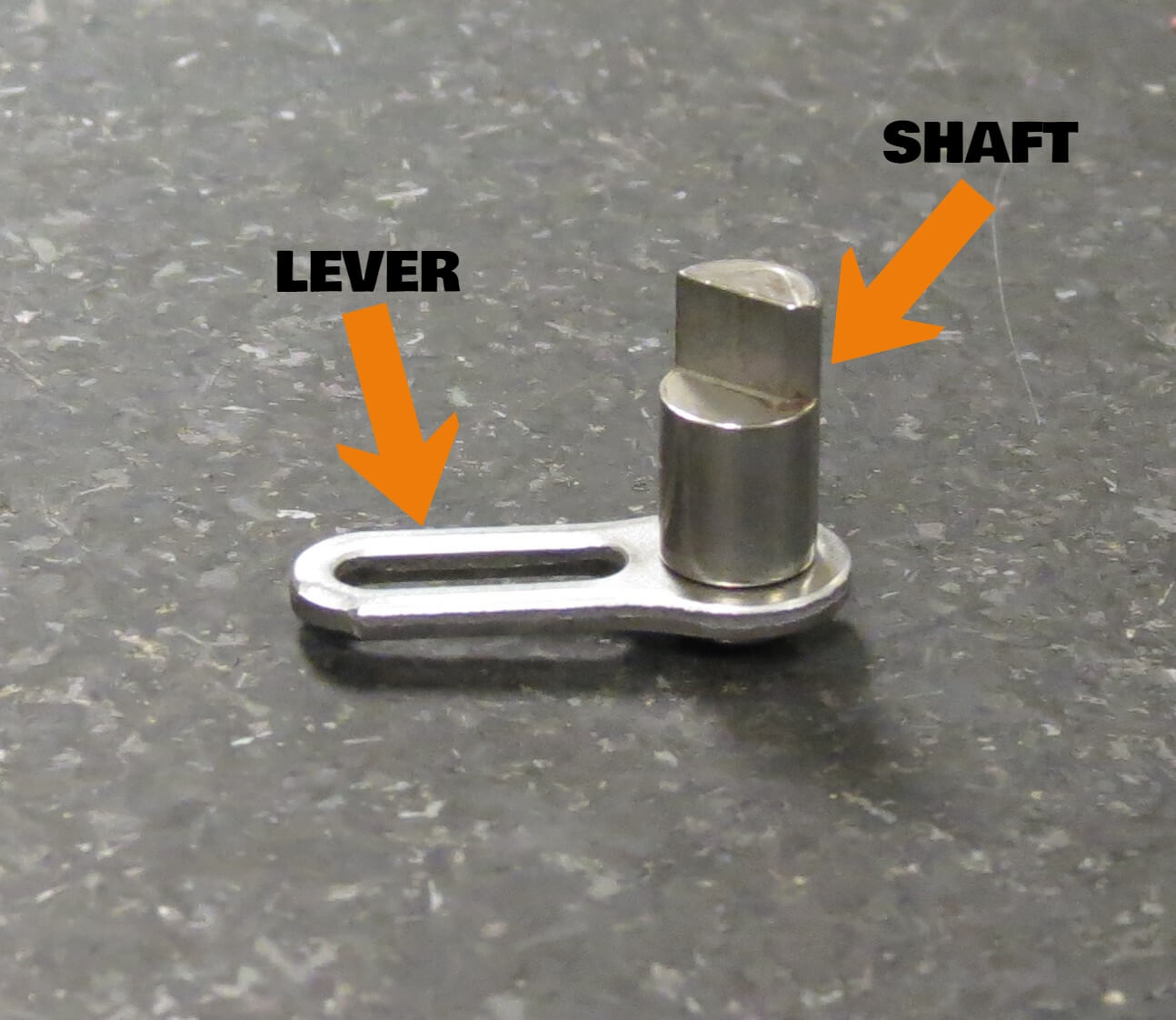
Decomp
Manufacturing Issues
Costs and production times were rising for the shaft component of this part.
Assembly costs were rising to unacceptable levels and operations were inconsistent.
Customer’s Goal
Reduce the costs of the shaft piece and simplify the manufacturing process.
Minimize the assembly costs utilizing a more efficient method that meets quality and design standards.
Manufacturing Process
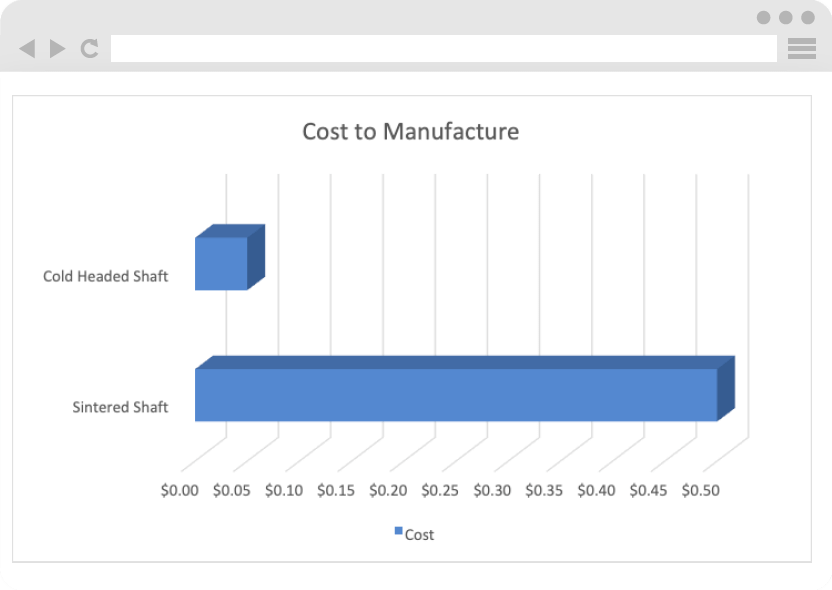
The shaft component was currently being produced as a sintered metal piece to attain the correct form. This was a time consuming and costly process.
Ultra recommended manufacturing the shaft as a cold-headed piece going forward. This process would produce the shaft more quickly and at a significantly lower cost. The strength of the shaft would also be increased and eliminate fracturing issues during assembly
With the shaft addressed, Ultra turned to solving the assembly challenges. The most effective solution was to design and build a new progressive stamping die to assemble the part consistently and meet the customer’s production demands.
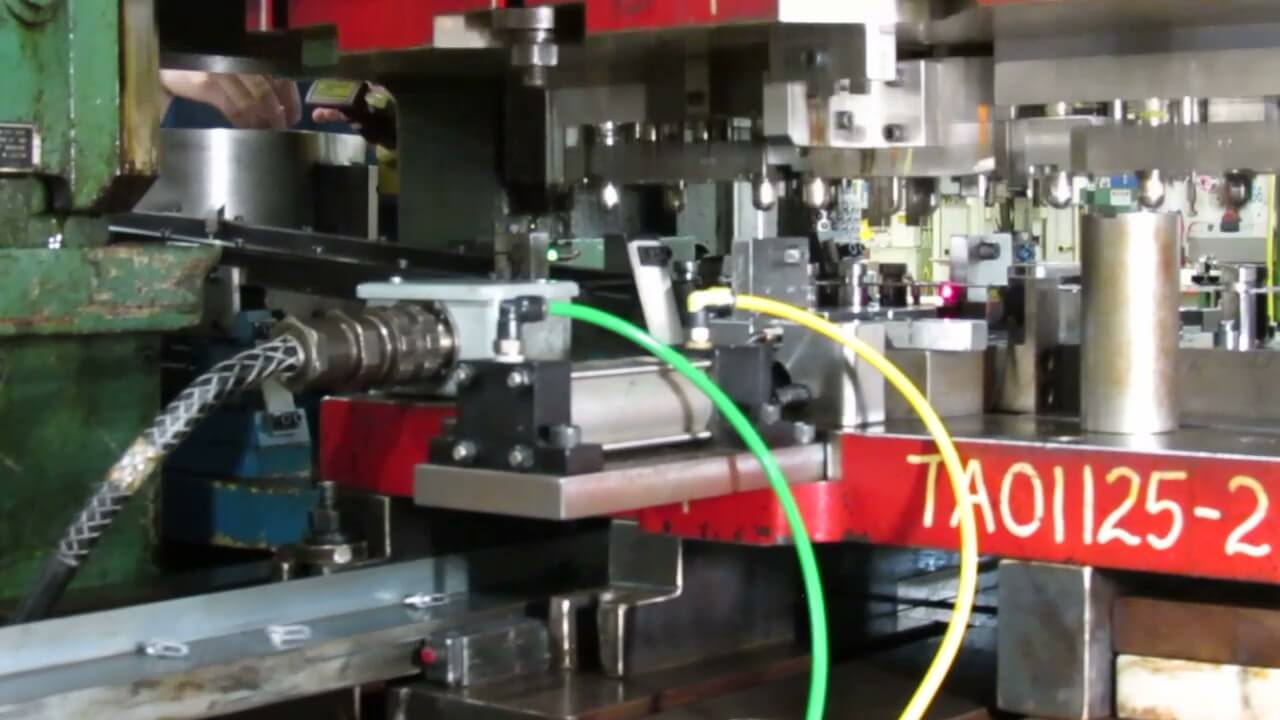
FIRST, the lever component is metal stamped in our Minster 100-ton press. SECOND, the shaft and lever components are assembled. The bowl feeders, shown below, orient and feed the shaft components into the progressive die for assembly with the lever components.
The progressive stamping die performing assembly of the shaft and lever components in the 100-ton press.
Customer Outcome
Experienced a 90% decrease in the cost of the shaft piece.
Lead times were improved with assembly operations now taking place in the stamping press.